Gewindeschneidewerkzeuge
Gewinde einfach schneiden
Eine Schraubverbindung ist auch heute noch eine der meistverwendeten Möglichkeiten, um Produkte zu verbinden oder daran etwas zu befestigen. Dazu braucht es jedoch auch ein Gewinde. Mehr in unserem Ratgeber

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer zum Schneiden von metrischen ISO-Regelgewinden nach DIN 13.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer zum Schneiden von metrischen ISO-Regelgewinden nach DIN 13.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer zum Schneiden von metrischen ISO-Regelgewinden nach DIN 13.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer zum Schneiden von Rohrgewinden nach DIN EN ISO 228-1.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer zum Schneiden von metrischen ISO-Regelgewinden nach DIN 13.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer zum Schneiden von metrischen ISO-Regelgewinden nach DIN 13.
Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer zum Schneiden von metrischen ISO-Regelgewinden nach DIN 13.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer zum Schneiden von metrischen ISO-Feingewinden nach DIN 13.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer zum Schneiden von metrischen ISO-Regelgewinden nach DIN 13.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer zum Schneiden von metrischen ISO-Regelgewinden nach DIN 13.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer zum Schneiden von UNC-Gewinde, Einheits-Grobgewinde nach ANSI B1.1.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer zum Schneiden von UNF-Gewinde, Einheits-Feingewinde nach ANSI B1.1.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer zum Schneiden von Whitworth-Gewinde nach DIN 11.
Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer zum Schneiden von Rohrgewinden nach DIN EN ISO 228-1.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer mit viel Zubehör zum Schneiden von metrischen ISO-Regelgewinden nach DIN 13.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer mit viel Zubehör zum Schneiden von metrischen ISO-Regelgewinden nach DIN 13.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Gewindebohrer mit viel Zubehör zum Schneiden von metrischen ISO-Regelgewinden nach DIN 13.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Schneidklinge zum Schneiden von metrischen ISO-Regelgewinden nach DIN 13.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Schneidklinge zum Schneiden von metrischen ISO-Feingewinden nach DIN 13.

Forum Professional Solutions | Gewindeschneidewerkzeuge
Schneidklinge zum Schneiden von metrischen ISO-Regelgewinden nach DIN 13.
Häufig gestellte Fragen
Unsere Fachexpertinnen und Fachexperten bringen es auf den Punkt
Wie die Namen schon sagen, wird mit einem Handgewindebohrer manuell ein Gewinde geschnitten, mit einem Maschinengewindebohrer funktioniert das maschinell.
Von Hand wird ein Gewinde in drei Arbeitsschritten und mit drei unterschiedlichen Werkzeugen geschnitten.
Vorschneider: schneidet ein grobes Gewinde
Mittelschneider: schneidet das Gewinde etwas tiefer, die Kanten sind aber nach wie vor spitz
Fertigschneider: formt das Gewinde zu Ende
Auf den Werkzeugen ist mit Strichen (I, II oder III) angegeben, um welche Werkzeugform es sich handelt.
Entspricht ein Maschinengewindebohrer der DIN 371, so hat er einen verstärkten Schaft (bis max. M10). Achtung: Da der verstärkte Schaft bei Maschinengewindebohrern dicker ist als das Gewinde selbst, können sie nicht für tiefe Bohrungen verwendet werden.
Entspricht ein Maschinengewindebohrer der DIN 376, so verfügt er über einen abgesetzten Schaft. Der sogenannte Überlaufschaft hat durchgängig denselben Durchmesser und ist immer kleiner als der Kerndurchmesser des Gewindes. Diese Art von Maschinengewindebohrer eignet sich besonders gut für tiefe Bohrungen bzw. Durchgangsbohrungen.
Bei einem Durchgangsloch handelt es sich um ein Loch, das durch das gesamte Werkstück hindurchgeht. Es ist beim Gewindebohrer keine Spirale notwendig, die die Späne abtransportiert, da diese einfach durchfallen.
Bei einem Sackloch wird nur eine Vertiefung gebohrt, nicht aber komplett durchgebohrt, aus diesem Grund müssen Sacklochgewindeschneider verwendet werden, die über eine Spirale verfügen, über welche die Späne abtransportiert werden.
Bei metrischen Gewinden ist die Steigung der Abstand zwischen zwei Gewindespitzen (in mm). Bei Zoll-Gewinden ist die Steigung die Anzahl an Gewindegängen pro Zoll.
Der Kombigewindebohrer ermöglicht die Arbeitsschritte Kernlochbohren, Gewindeschneiden und Entgraten mit nur einem Werkzeug. Kombigewindebohrer sind in Bitform erhältlich und daher ideal geeignet für Akkuschrauber, allerdings sind die Multitalente üblicherweise nur in kleinen Durchmessern erhältlich.

Die Vielfalt der Gewindewerkzeuge
Beim Gewindewerkzeug kann man schnell mal den Überblick verlieren – es gib verschiedenste Arten von Gewindebohrern und Schneideisen, kombiniert mit unterschiedlichen Beschichtungen und Farbkennzeichnungen, dazu noch eine Vielzahl an Gewindetypen. Haberkorn sorgt dafür, dass Sie einen Überblick bekommen!

Wie funktionieren Gewindeformer?
Gewindeformer sind Werkzeuge, die für die spanlose Herstellung von Innengewinden verwendet werden. Der Werkstoff wird dabei im Gewindebereich verformt, jedoch wird der Faserverlauf nicht zerstört.
Gewindeformer haben folgende Vorteile:
geringe Bruchgefahr durch stabile Konstruktion
großer Anwendungsbereich: Durchgangs- und Sackloch, breite Werkstoffpalette
kein Späneabfall
kein Verschneiden
höhere Festigkeit
bessere Oberfläche des Gewindes
höhere Standzeit
höhere Schnittgeschwindigkeit
Merkmale und Typen von Gewindebohrern

Handgewindebohrer sind in der Regel gerade genutet und meist mehrteilig; so besteht ein Satz aus Vorschneider, Mittelschneider und Fertigschneider. Durch die einzelnen Arbeitsschritte ist die benötigte Kraft geringer und es ist leichter, von Hand zu arbeiten. Mittels des Vierkants am Ende lässt sich der Bohrer ideal in einem Windeisen oder Werkzeughalter verwenden. Es gibt diese auch als Einschnittgewindebohrer, um alles in einem Arbeitsgang zu machen, aber mit erhöhtem Kraftaufwand.

Maschinengewindebohrer gibt es gerade genutet und spiralgenutet, sie sind immer Einschnittgewindebohrer. Verwendet werden sie zur maschinellen Betätigung und für Serienproduktionen.
Gerade genutet oder Spiralgenutet

Das Nutprofil entscheidet was, mit den Spänen beim Gewindeschneiden passiert. Bei einem Durchgangsloch, also einem Gewinde, das durch das Material geht, fallen beim gerade genuteten Gewindebohrer die Späne unten heraus. Bei einem Sackloch, also einem Gewinde, was im Material endet, funktioniert das nicht. Da müssen die Späne nach oben hinaustransportiert werden, was die Spirale beim spiralgenuteten Sacklochbohrer macht.
Schaftarten 371/376

Beim Überlaufschaft hat der Schaft durchgängig den gleichen Durchmesser und ist immer kleiner als der Gewindedurchmesser. So kann er problemlos auch für tiefere Durchgangsloch-Gewinde verwendet werden.
Beim verstärkten Schaft wird der Schaft am Ende dicker, deshalb kann der Bohrer nicht ganz so weit ins Material schneiden. Dafür lassen sich damit auch härtere Materialien bearbeiten.
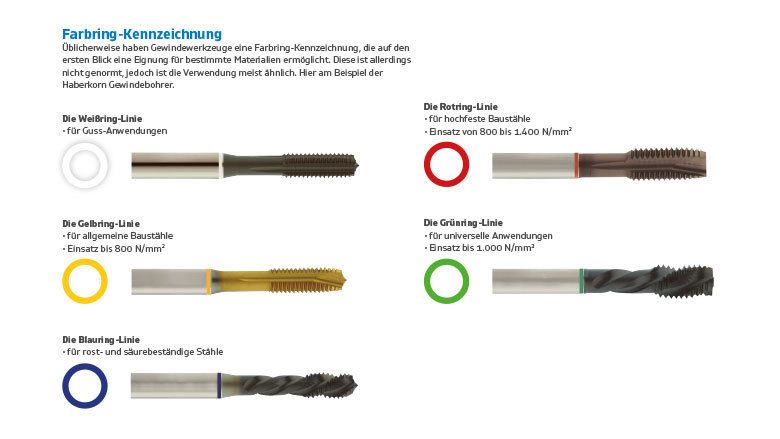
Farbring-Kennzeichnung
Die meisten Hersteller bieten ihre Werkzeuge mit einer farblichen Unterscheidungshilfe an, um schnell zu sehen, für welches Material der Bohrer geeignet ist. Das ist nicht immer einheitlich. Bei Haberkorn haben die Farben folgende Bedeutung.
Gebräuchliche Beschichtungen
Wie bei allem in der Zerspanung wird auch bei Gewindeschneidern mit Beschichtungen gearbeitet, um die Reibung zu reduzieren und die Standzeit zu erhöhen. Beim Gewindeschneiden sollte trotzdem immer mit einem Schmierstoff gearbeitet werden.
Vaporisiert und dampfbehandelt
Das ist streng genommen keine Beschichtung, sondern eine Oberflächenbehandlung, durch die die Gleiteigenschaften verbessert und die Reibung verringert werden.
TiN
Die goldene Titannitrid-Beschichtung ist die gebräuchlichste und bietet eine hohe Härte und große Zähigkeit.
TiCN
Die Titancarbonitrid-Beschichtung bietet sehr hohe Härte und eine gute Wärmeleitfähigkeit. TiAIN: Die Titan-Aluminium-Nitrid-Beschichtung wird hauptsächlich bei hohen Belastungstemperaturen und schlechten Kühlmöglichkeiten eingesetzt, da sie sehr hitzebeständig ist.

Bitte melden Sie sich an oder erstellen Sie ein neues Haberkorn-Konto, um Ihren persönlichen Ansprechpartner zu kontaktieren.
Ihr persönlicher Produktexperte
Jetzt anmelden und Fachfragen direkt mit dem Profi klären!























H-Plus - Die Haberkorn Eigenmarke
Mehr zu H-Plus
Forum - Qualität zum besten Preis
Mehr zu Forum
Oberflächen bearbeiten
Zum Schulungsvideo
Fächerscheiben – praktische Anwendung
Zum Schulungsvideo
Trennscheiben – die richtige Anwendung
Zum Schulungsvideo