Suche nach "solano/weidmueller"
Zangen erleichtern uns den Arbeitsalltag, denn es gibt kaum einen Betrieb, in dem nicht geschnitten wird oder Verpackungen geöffnet werden müssen. Mehr in unserem Ratgeber


Forum Professional Solutions | Zangen
Lange Flachrundzange mit poliertem Kopf, Schneide und gezahnten Greifflächen, für harten Draht.

Forum Professional Solutions | Zangen
Lange Flachrundzange mit poliertem Kopf, Schneide und gezahnten Greifflächen, für harten Draht.

Forum Professional Solutions | Zangen
Flachrundzange mit verchromtem Kopf, spitzen Backen und gezahnten Greifflächen, für harten Draht.

Forum Professional Solutions | Zangen
Flachrundzange mit verchromtem Kopf, spitzen Backen und gezahnten Greifflächen, für harten Draht.





Forum Professional Solutions | Zangen
Flachrundzange mit verchromtem Kopf, spitzen Backen und gezahnten Greifflächen, für harten Draht. Isoliert nach IEC DIN EN 60 900 VDE 0682 bis 1.000 Volt.

Forum Professional Solutions | Zangen
Flachrundzange mit verchromtem Kopf, spitzen Backen und gezahnten Greifflächen, für harten Draht. Isoliert nach IEC DIN EN 60 900 VDE 0682 bis 1.000 Volt.









Häufig gestellte Fragen
Unsere Fachexpertinnen und Fachexperten bringen es auf den Punkt
Bei einem tauchisolierten Griff wird der blanke Griff der Zange in das flüssige Griffmaterial eingetaucht. Nach dem Abkühlen ist es dann fest aufgebracht. Es ist die einfachste Art eines Griffes. In der Regel werden aufgrund besserer Griffigkeit und Kraftübertragung Mehrkomponentengriffe verwendet.
Schneiden und Greifflächen sind besonders hohen Belastungen ausgesetzt. Aus diesem Grund werden die Schneidflächen von Zangen zusätzlich induktiv gehärtet und erreichen dadurch die erwartete Schneidfähigkeit sowie eine lange Lebensdauer.
Damit ein hartes Material geschnitten werden kann, muss die Schneide der Zange noch härter sein. Mit HRC wird die Härte der Schneidflächen angegeben.
Um Zangen optimal zu schmieren und zu pflegen, kann jedes gängige Industrie- oder Motorenöl verwendet werden. In unserem Haberkorn Sortiment finden Sie dafür die passenden Produkte.
Rost entsteht, wenn Metalle wie z. B. Stahl mit Wasser und Sauerstoff in Verbindung kommen und diese Verbindung oxidiert. Rostbildung kann jedoch verhindert werden, wenn eine wasserdichte Schicht – wie beispielsweise für glatte Oberflächen ein Ölfilm oder eine Lackschicht aus einem nicht rostenden Material – aufgezogen wird.
Grundsätzlich wird empfohlen, Zangen trocken zu lagern. Ist eine solche Lagerung nicht möglich, sind Zangen mit einer Chromschicht eine gute Wahl. In unserem Haberkorn Sortiment finden Sie eine große Auswahl an verchromten Zangen als rostfreie Alternative.
Um hartes Material mit einer Zange flächenbündig zu schneiden, darf die Zangenschneide keine Außenfacette haben. Aufgrund der großen Druckkräfte und des einseitigen Schneidkeils würde sich ein Verbiegen der Schneidkante nicht verhindern lassen und Ausbrüche verursachen. Weiche Materialien wie Blei, Kupfer, weiches Messing oder Kunststoff sind deshalb deutlich besser geeignet, um mit einer Zange geschnitten zu werden.
Theoretisch können Zangen mit einem geeigneten Werkzeug wie feinen Abziehsteinen oder Diamantfeilen nachgeschärft werden. In der Praxis ist dazu viel Geschick gefordert und die Gefahr, dass sich die Geometrie der Schneiden verändert, ist groß. Zudem hat das Nachbearbeiten der Schneiden auch Einfluss auf die Griffweite der Zange, denn der Schneidebereich wird dadurch abgetragen und immer dünner.
Insgesamt wird von einem Nachschärfen der Zangenschneiden aufgrund des hohen Zeitaufwands und der erwähnten Risiken eher abgeraten.
Schon bei der Herstellung einer Zange stellt sich die Frage, welche Anforderungen erfüllt werden müssen bzw. wird bei Kombizangen auf eine optimale Schneidfunktion geachtet. Um bestmögliches Arbeiten zu gewährleisten, haben Zangen in geschlossenem Zustand einen Spalt zwischen Gripbereich und Schneide. Dadurch wird sichergestellt, dass nicht ungewollt etwas zerschnitten werden kann.
Die Größe dieses Abstandes ist in der Norm ISO 5746 festgelegt und beträgt bei einer 180 mm langen Kombizange 0,4 mm. Unsere Zangen, die im Haberkorn Online-Shop erworben werden können, werden unter Einhaltung dieser Normen geprüft.

Das Einmaleins der Zangen
Vor der Anwendung stellt sich natürlich die Frage, welche Zange wofür passend ist. Dabei ist es wichtig, den Aufbau einer Zange zu verstehen. Haberkorn hilft Ihnen dabei, einen Überblick zu bekommen, und beleuchtet die verschiedenen Merkmale. Eine Zange besteht meist aus drei Teilen: Backen, Gelenk und Griffen.

Die Backen einer Zange
Die Backen einer Zange können sowohl für das Greifen als auch fürs Schneiden gemacht sein; es gibt zudem Kombizangen, mit denen beides möglich ist. Greifende Zangen gibt es standardmäßig als Flachzangen, Flachrundzangen und Rundzangen. Für spezielle Anwendungen werden auch Sonderformen verwendet. Die Greiffläche ist dabei meist glatt, gezahnt oder kreuzgezahnt.

Schneidende Zangen unterscheidet man anhand der Schneideplatzierung.
Vornschneider, Monierzangen und Kneifzangen werden eingesetzt, wenn beispielweise ein Draht vorne geschnitten werden muss oder wenn bündig auf eine Fläche geschnitten wird. Für die genannten Anwendungen sind solche Zangen optimal, weil dadurch keine Griffe im Weg sind.

Zu den Seitenschneidern zählen beispielsweise Radiozangen, Storchschnabelzangen und Kombizangen. Das ist die gängigste Form und in unterschiedlichen Längen für verschiedene Materialien erhältlich.

Bei Mittenschneidern wird die benötigte Handkraft durch den günstigen Keilwinkel und die Schneidestabilität reduziert. Zu Mittenschneidern gehören zum Beispiel Bolzenschneider.
Auch die Schneiden variieren von Anwendung zu Anwendung.

Der Beißschnitt mit Außenfase ist die häufigste Form. Die angeschrägte Form der Schneiden sorgt für eine geringe Belastung der Klinge.
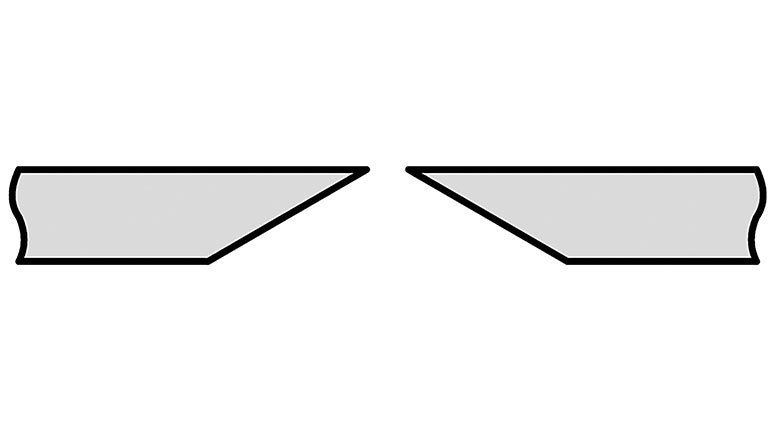
Beißschnitte ohne Außenfase sind ausschließlich für empfindliche Materialien wie Kupfer oder Kunststoff geeignet. Damit können bündige Schnitte erzielt werden.

Der Messer- oder Ambossschnitt ist für Schnüre und Seile geeignet. Werden damit Drähte geschnitten, vergrößert sich die benötigte Handkraft.

Die geringsten Schneidkräfte verursacht der Scherschnitt. Er wird für Blechscheren, Kabel- und Drahtseilscheren und für Universalscheren genutzt.
Das Gelenk einer Zange
Das Gelenk einer Zange ist wichtig, da es die Hebelwirkung der einwirkenden Kräfte der Griffe auf die Schneiden oder Greifbacken überträgt.

Aufgelegte Gelenke werden bei Monierzangen, Kneifzangen und Kraft-Seitenschneidern verwendet. Hierbei liegen die beiden Zangenhälften ohne Ausarbeitung aufeinander und sind besonders robust.

Bei eingelegten Gelenken können die Zangenschenkel ineinandergelegt werden, da beide Zangenhälften jeweils zur Hälfte ausgenommen sind.

Durchstreckte Gelenke bei Zangen gelten als außerordentlich hoch belastbar. Hierbei ist ein Schenkel geschlitzt und der andere wird hindurchgeschoben. Die Schenkel werden durch die beidseitig gelagerten Gelenkbolzen sicher geführt.

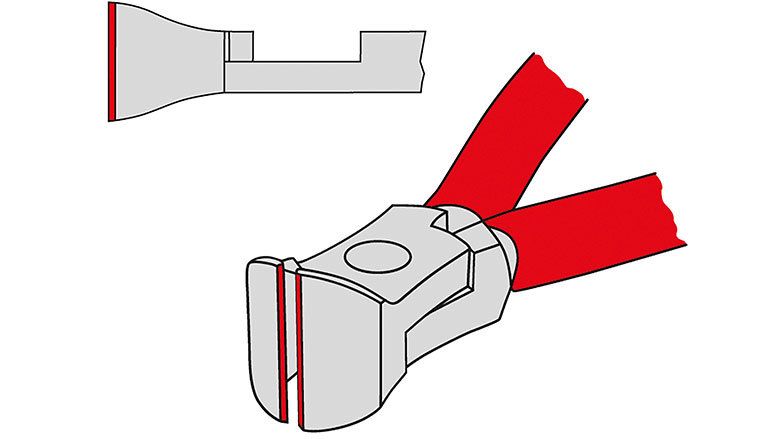
Mit Gleitgelenken kann die Maulöffnung sowohl vergrößert als auch verkleinert werden. So können die Greifbacken an die Größe des Werkstückes angepasst werden. Um die Zange anzupassen, müssen die Zangenschenkel verschoben werden. Dies kann entweder mit der Verstellung eines federbelasteten Bolzens gemacht werden oder Zangenschenkel werden bei weiter Öffnung durch einen Rastmechanismus entriegelt. Gleitgelenke werden meist bei Wasserpumpenzangen oder Zangenschlüsseln verwendet.
Was Qualitätszangen ausmacht
Es gibt unzählige Zangen von vielen verschiedenen Herstellern, doch die richtige zu finden ist nicht immer ganz einfach. Es gibt einige Faktoren, die für eine qualitativ hochwertige Zange sprechen.
Der einfache Gang
Wenn die Zange geöffnet und geschlossen wird, kann man einen ersten Eindruck über die Qualität der Zange bekommen. Das Gelenk sollte reibungs- und spielfrei laufen. Die Schenkel der Zange sollten sich einfach öffnen lassen, jedoch nicht gleich auseinanderfallen. Nur hochanspruchsvolle Ingenieurleistung, modernste Technologien und Verfahren und präzise Fertigung führen zu einer langlebigen und leistungsfähigen Zange.
Gestaltung der Wirkstellen
Damit Werkstücke sicher gegriffen werden können, werden spezielle Greifflächen benötigt. Bei sensiblen Oberflächen muss darauf geachtet werden, dass sie nicht beschädigt werden. Die Schneiden werden in Ausrichtung, Schneidwinkel und Oberflächengüte bis auf Hundertstelmillimeter genau gefertigt.
Wertbeständigkeit der Zange
Für eine hohe Langlebigkeit der Zangen sorgen eine exakte Fertigung und die passenden Materialien. Da Schneiden und Greifflächen oft außerordentlich hohen Belastungen ausgesetzt werden, sind sie bei hochwertigen Zangen zugleich induktiv gehärtet.
Optimierte Kraftverteilung
Gute Zangen erleichtern das Arbeiten. Bei hochwertigen Zangen wird besonders auf die Konstruktion der Gelenke geachtet. Ein hochwirksames Zangengelenk zeichnet die Stellung des Drehpunkts und die Option, enorme Hebelkräfte wirken zu lassen, aus.
Ergonomische Gestaltung
Hochwertige Zangen wiegen meist erstaunlich wenig, dies vermindert Ermüdung im alltäglichen Arbeitsleben. Griffformen, die ergonomisch gestaltet sind, passen sich an die Hand an. Sowohl die Schenkelweite als auch die Form und das Material der Griffe passen sich dem Greifverhalten an. Eine Elastizität der Griffe und eine gute Überleitung der Handkraft wirken schonend auf Muskeln und Sehnen.

Bitte melden Sie sich an oder erstellen Sie ein neues Haberkorn-Konto, um Ihren persönlichen Ansprechpartner zu kontaktieren.
Ihr persönlicher Produktexperte
Jetzt anmelden und Fachfragen direkt mit dem Profi klären!























H-Plus - Die Haberkorn Eigenmarke
Mehr zu H-Plus
Forum - Qualität zum besten Preis
Mehr zu Forum
Oberflächen bearbeiten
Zum Schulungsvideo
Fächerscheiben – praktische Anwendung
Zum Schulungsvideo
Trennscheiben – die richtige Anwendung
Zum Schulungsvideo
Haberkorn EM Tippspiel
Jetzt registrieren!