Zerspanung von Ceratizit

Ceratizit | Modulare Zerspanung
Um die Vielfalt der Ansprüche in ihrer Gesamtheit abdecken zu können, sind moderne Werkzeuge modular aufgebaut.

Ceratizit | Modulare Zerspanung
Das modulare Stech- und Gewindesystem. Um die Vielfalt der Ansprüche in ihrer Gesamtheit abdecken zu können, sind moderne Werkzeuge modular aufgebaut.

Ceratizit | Modulare Zerspanung
Um die Vielfalt der Ansprüche in ihrer Gesamtheit abdecken zu können, sind moderne Werkzeuge modular aufgebaut.

Ceratizit | Modulare Zerspanung
Um die Vielfalt der Ansprüche in ihrer Gesamtheit abdecken zu können, sind moderne Werkzeuge modular aufgebaut.

Ceratizit | Modulare Zerspanung
Halter mit Schraubenklemmung für eine sichere und genaue Positionierung der Wendeplatte.

Ceratizit | Modulare Zerspanung
Halter mit Schraubenklemmung für eine sichere und genaue Positionierung der Wendeplatte.

Ceratizit | Modulare Zerspanung
Diverse Ersatzteile bzw. Zubehör für Wendeschneidplatten.


Ceratizit | Modulare Zerspanung
Modulare Klemme, MSS, Grundhalter 0°


Häufig gestellte Fragen
Unsere Fachexpertinnen und Fachexperten bringen es auf den Punkt
Mithilfe von Kühlschmiermitteln können zerspanende Werkzeuge wie Bohrer, Senker und Gewindeschneidwerkzeuge gekühlt werden. Dadurch werden die Reibung vermindert, die Späneabfuhr verbessert sowie die Wärmeabfuhr ermöglicht. Daraus resultieren höhere Standzeiten sowie eine Verbesserung der Werkstoffoberfläche.
Üblicherweise werden beim Schneiden von Gewinden von Hand drei Arbeitsschritte (vorschneiden, mittelschneiden, fertigschneiden), also auch drei unterschiedliche Werkzeuge benötigt. Mit dem Einschnittgewindebohrer werden alle drei Arbeitsschritte in einem erledigt, wodurch aber auch der benötigte Kraftaufwand steigt. Maschinengewindebohrer gehören zur Gruppe der Einschnittgewindebohrer und schneiden das Gewinde in einem Schritt.

Die Vielfalt der Gewindewerkzeuge, Senker und Bohrer
Bei Haberkorn finden Sie eine Vielzahl an Werkzeugen fürs Drehen, Bohren, Fräsen und Schleifen. Dabei ist es wichtig, zu wissen, wie Gewindeformer funktionieren sowie welche Merkmale und Typen von Gewindeformern es gibt. Zudem gibt es Unterschiede zwischen Bohrern für Metall, Stein und Holz. In diesem Ratgeber erfahren Sie alles über Gewindewerkzeuge, Senker und Bohrer.

Wie funktionieren Gewindeformer?
Gewindeformer sind Werkzeuge, die für die spanlose Herstellung von Innengewinden verwendet werden. Der Werkstoff wird dabei im Gewindebereich verformt, jedoch wird der Faserverlauf nicht zerstört.
Gewindeformer haben folgende Vorteile:
geringe Bruchgefahr durch stabile Konstruktion
großer Anwendungsbereich: Durchgangs- und Sackloch, breite Werkstoffpalette
kein Späneabfall
kein Verschneiden
höhere Festigkeit
bessere Oberfläche des Gewindes
höhere Standzeit
höhere Schnittgeschwindigkeit
Merkmale und Typen von Gewindebohrern
Handgewindebohrer

Handgewindebohrer sind in der Regel gerade genutet und meist mehrteilig; so besteht ein Satz aus Vorschneider, Mittelschneider und Fertigschneider. Durch die einzelnen Arbeitsschritte ist die benötigte Kraft geringer und es ist leichter, von Hand zu arbeiten. Mittels des Vierkants am Ende lässt sich der Bohrer ideal in einem Windeisen oder Werkzeughalter verwenden. Es gibt diese auch als Einschnittgewindebohrer, um alles in einem Arbeitsgang zu machen, aber mit erhöhtem Kraftaufwand.
Maschinengewindebohrer

Maschinengewindebohrer gibt es gerade genutet und spiralgenutet, sie sind immer Einschnittgewindebohrer. Verwendet werden sie zur maschinellen Betätigung und für Serienproduktionen.
Gerade genutet oder Spiralgenutet

Das Nutprofil entscheidet was, mit den Spänen beim Gewindeschneiden passiert. Bei einem Durchgangsloch, also einem Gewinde, das durch das Material geht, fallen beim gerade genuteten Gewindebohrer die Späne unten heraus. Bei einem Sackloch, also einem Gewinde, was im Material endet, funktioniert das nicht. Da müssen die Späne nach oben hinaustransportiert werden, was die Spirale beim spiralgenuteten Sacklochbohrer macht.
Schaftarten 371/376

Beim Überlaufschaft hat der Schaft durchgängig den gleichen Durchmesser und ist immer kleiner als der Gewindedurchmesser. So kann er problemlos auch für tiefere Durchgangsloch-Gewinde verwendet werden.
Beim verstärkten Schaft wird der Schaft am Ende dicker, deshalb kann der Bohrer nicht ganz so weit ins Material schneiden. Dafür lassen sich damit auch härtere Materialien bearbeiten.
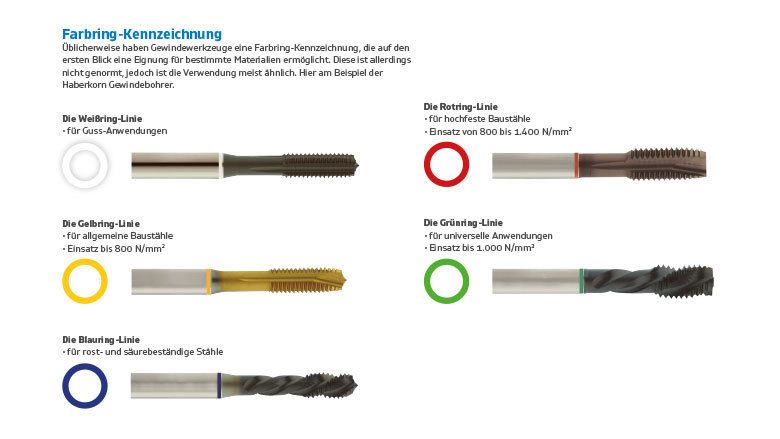
Farbring-Kennzeichnung
Die meisten Hersteller bieten ihre Werkzeuge mit einer farblichen Unterscheidungshilfe an, um schnell zu sehen, für welches Material der Bohrer geeignet ist. Das ist nicht immer einheitlich. Bei Haberkorn haben die Farben folgende Bedeutung.
Welche Senker gibt es?
Kegelsenker

Hier haben die Schneiden eine Kegelform. Um einen ruhigen Lauf zu erreichen, ist die Schneidenanzahl in der Regel ungerade.

Die Senker gibt es mit unterschiedlichen Spitzenwinkeln. Die üblichen verwendeten Winkel sind 60 Grad für das Entgraten, 75 Grad für Nieten, 90 Grad für metrische Senkkopfschrauben und 120 Grad für Blechnieten.
Querlochsenker

Diese Senker haben statt drei Schneiden ein Loch. Die Spanabfuhr funktioniert hier über das Loch, sodass diese Senker sich nicht verklemmen können. Meist ergeben sich hier sauberere Senkbilder und der Vorgang ist „ratterfreier“. Ein Nachteil ist, dass diese Senker sich nur schwer nachschärfen lassen.
Flachsenker/Zapfensenker

Meist ist vorne noch ein Führungszapfen angebracht was, zur Führung dient. Neben den fertigen Flachsenkern gibt es auch Baukasten-Systeme, bei denen der Führungszapfen, der Zapfensenker und der Halter der Anwendung entsprechend zusammengesetzt werden können.
Versenker/Aufsteckerversenker

Im Hohlbereich gibt es für Senkkopfschrauben entsprechende Produkte. Hier wird entweder ein normaler Senker wie im Metallbereich, aber mit anderen Schneiden, verwenden, oder ein Aufsteckversenker, der direkt auf dem Bohrer angebracht wird und somit Bohren und Senken in einem Arbeitsvorgang erledigt.
Forstnerbohrer/Kunstbohrer
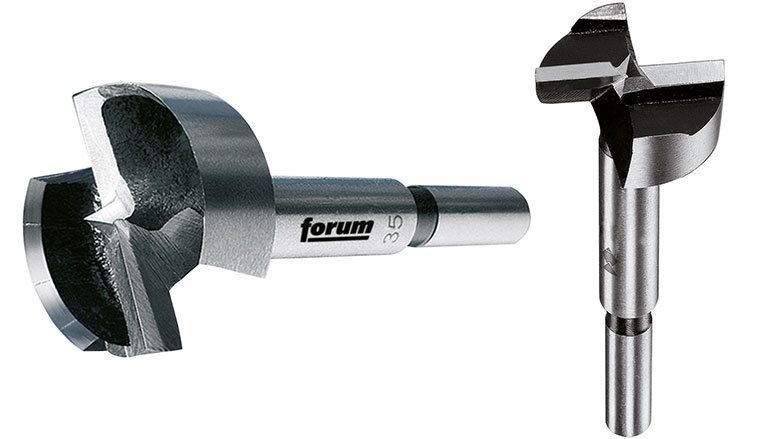
Für das Versenken von Zylinderschrauben, Sechskantschrauben und Muttern wird in Holz und Kunststoff ein Forstnerbohrer oder Kunstbohrer eingesetzt. Wie im Metallbereich wird hier eine für den Schraubenkopf ausreichend große Öffnung in das Holz geschnitten, damit nichts über das Material hinausragt.
Bohrer für Metall

Da es sehr viele unterschiedliche Metalle gibt, ist es hier wichtig, den Bohrer nach dem zu bearbeitenden Material auszusuchen. Dieser hat gewisse Eigenschaften, die für einen sauberen Schnitt und eine entsprechende Standzeit nötig sind. Meist helfen Materialtabellen, um auf einen Blick zu sehen, für welches Material ein Bohrer geeignet ist.
Eine kleine Hilfestellung
Die meisten Bohrer haben eine Typenbezeichnung für eine Vorauswahl.
Typ W (kurze Spirale)
Diese Variante eignet sich besonders gut für weiche Werkstoffe wie Leichtmetalle, weiche Kunststoffe, Hartholz oder Spanplatten. Der Spiralwinkel ist größer, wodurch Späne gut abfließen können.
Typ N (Normalspirale)
Dieser Typ eignet sich für normalharte Werkstoffe wie Baustähle, Gusseisen oder Nichteisenmetalle, sollte jedoch keinesfalls für weiche Werkstoffe verwendet werden.
Typ H (langgezogene Spirale)
Mit dieser Variante werden vor allem sehr harte Werkstoffe wie Stahl, Hartkunststoff oder Plexiglas bearbeitet. Der Spiralwinkel ist in diesem Fall klein.
Zusätzlich entscheidet das Material des Bohrers über seine Eignung. Für gängige Anwendungen reicht in der Regel ein HSS-Bohrer. Bei Serienbohrungen oder härteren Materialien sollten Sie über einen VHM-Bohrer nachdenken. Dieser überzeugt durch eine deutlich bessere Performance und eine längere Standzeit.
VHM-Bohrer sind Vollhartmetallwerkzeuge. Sie verdrängen dank höherer Leistungsparameter mehr als HSS-Bohrer. Diese Zähigkeit setzt aber auch Grenzen in Bezug auf das Durchmesser-Längen-Verhältnis. Um die Schnitteigenschaften und die Standzeit zu verbessern, sollten Metallbohrer unbedingt gekühlt/geschmiert werden. Zusätzlich helfen aber auch diverse Beschichtungen dabei, dass man lange mit einem Werkzeug arbeiten kann.
Beschichtungen gibt es folgende:
Dampfbehandelt
Hierbei handelt es sich um eine chemische Veredelung der Bohreroberfläche durch Vaporisieren. Die Standzeit ist höher als bei blanken Bohrern, aber niedriger als bei beschichteten Bohrern. Gleiches gilt auch für die Schnittgeschwindigkeit.
TiN (Titannitrid)
Diese Beschichtung bewirkt hohe Härte und Haftfestigkeit, gute chemische Beständigkeit und niedrige Wärmeleitfähigkeit. Bohrer mit dieser Beschichtung eignen sich besonders gut für die Bearbeitung von Nichteisenmetallen und weniger harten Werkstoffen (Stahl bis 900 N/mm²). Die Standzeit erhöht sich um das Drei- bis Vierfache im Vergleich zu unbeschichteten Werkzeugen.
TiAIN (Titan-Aluminiumnitrid)
Auch diese Variante besticht durch hohe Härte und Haftfestigkeit, gute chemische Beständigkeit und niedrige Wärmeleitfähigkeit. Sie eignet sich besonders gut für abrasive Werkstoffe und hohe Temperaturen, zum Beispiel bei tiefen Bohrungen oder kleinem Durchmesser ohne Kühlmöglichkeit. Besonders für harte Werkstoffe (Stahl bis 1.100 N/mm², Edelstahl) eignet sich diese Beschichtung hervorragend. Wichtig ist aber, dass TiAIN erst bei höheren Schnittdaten die Leistung deutlich verbessert. Die Standzeit ist je nach Anwendung bis zu zehnmal höher als bei nicht beschichteten Bohrern und die Schnittgeschwindigkeit besonders hoch.
Bohrer für Stein

Steinbohrer unterscheiden sich von Metallbohrern durch eine an der Spitze angelötete Hartmetallplatte. Diese ist nötig, um in Materialien wie Beton, Ziegel und sonstigem Mauerwerk zu arbeiten. Ein Metallbohrer wäre bei solchen Materialien sofort stumpf.
Die Steinbohrer gibt es, je nach Hersteller, mit verschiedenen Schneidenzahlen, von zweischneidig bis zu einem Vielfachen davon. Das bewirkt in den meisten Fällen eine drastische Mehrleistung. Zudem werden Steinbohrer in der Regel mit Schlag verwendet, um einen raschen Bohrfortschritt zu gewährleisten. Ausnahme sind hier Spezialisten z. B. für Fliesen; hier wird immer ohne Schlag gebohrt, weil sonst die Bohrlöcher ausbrechen würden.
Hammerbohrer haben im Vergleich zum normalen Steinbohrer keinen glatten Zylinderschaft, sondern ein Nutprofil – das ist für die Schnellwechselaufnahmen SDS Plus bei kleinen Durchmessern bzw. SDS Max bei größeren Durchmessern. Diese ursprünglich von Bosch entwickelten Aufnahmen finden heute in nahezu allen gängigen Bohrhämmern Verwendung.
Bohrer für Holz

Holzbohrer besitzen eine Zentrierspitze, an dieser Stelle schneiden auch die Wendelungen. Das ist nötig, weil Holz kein homogenes Material ist. Ohne eine entsprechende Führung könnte der Bohrer leicht verlaufen, würde man beispielsweise einen Metallbohrer verwenden. Zusätzlich hat Holz Fasern. Diese werden durch die Schulterschneiden des Holzbohrers sauber durchtrennt. Es gibt hier eine Vielzahl von Spezialisten wie Schlangenbohrer für große, tiefe Bohrungen, Forstnerbohrer für runde Sacklöcher und noch viele weitere.

Bitte melden Sie sich an oder erstellen Sie ein neues Haberkorn-Konto, um Ihren persönlichen Ansprechpartner zu kontaktieren.
Ihr persönlicher Produktexperte
Jetzt anmelden und Fachfragen direkt mit dem Profi klären!























H-Plus - Die Haberkorn Eigenmarke
Mehr zu H-Plus
Forum - Qualität zum besten Preis
Mehr zu Forum
Oberflächen bearbeiten
Zum Schulungsvideo
Fächerscheiben – praktische Anwendung
Zum Schulungsvideo
Trennscheiben – die richtige Anwendung
Zum Schulungsvideo